ПРЕДМЕТЫ ДЛЯ ДУГОВОЙ СВАРКИ
Характеристика пистолета для дуговой сварки
Характеристика пистолета для дуговой сварки, оснащенного вспомогательным газовым оборудованием
Сварка вертикальных швов
Под воздействием силы тяжести может происходить наплыв наплавочного материала в нижней части шпильки при сварке швов обрабатываемых деталей, которые находятся в вертикальном положении.
Меры по устранению причин наплыва наплавочного материала:
- Произведите прокладку подземных кабелей только внизу под местом сварки. Под воздействием дутья плавление происходит в верхней части.
- Примените выведение шпильки из материала.
Шаблон для определения положения при дуговой сварке
Шаблонный метод
При методе шаблонов рекомендуется использование цельного базового комплекта муфт.
Шаблон представлен бакелитовой пластиной толщиной от 2 до 5 мм.
Распорки необходимо применять для того, чтобы обеспечить выпуск газов во время сварочного цикла.
Муфта может крепиться стандартным муфтовым зажимом, а в том случае, если запрещен зазор, необходимо использовать устройство трубного типа.
Для размещения муфт на шаблоне требуется использование рекомендуемых размеров отверстий: они должны быть равны максимальному внешнему диаметру муфты плюс 1 мм.
Отверстия могут быть просверлены или расточены в необходимых местах. Для получения более подробной информации относительно муфты смотрите лист спецификаций шпильки.
Шаблонно-фильерный метод для определения положения при дуговой сварке
Шаблонно-фильерный метод
Данный шаблонный метод рекомендуется использовать со всеми видами дуговой приварки шпилек.
Конструкция позволяет точно выдерживать угловое выравнивание шпилек, а также их месторасположение.
Шаблон должен быть изготовлен из бакелита толщиной, достаточной для должного выравнивания.
Распорки необходимо применять для того, чтобы обеспечить выпуск газов во время сварочного цикла.
Шаблоны-фильеры можно использовать, чтобы обеспечить большую точность и продлить срок службы шаблона.
Стандартные муфтовые зажимы используются с трубкой и адаптером. Это позволяет привести шаблоны в соответствии со стандартами, после этого необходимо лишь поменять муфтовый зажим на сварочные шпильки различных диаметров.
Диаметр отверстия фильера или шаблона должен быть приблизительно на 0,2 - 0,3 мм больше, чем максимальный внешний диаметр шаблона трубки с адаптером.
Испытание на ударный изгиб
При таком испытании шпилька согнута под углом не менее 60 ° до тех пор, пока не произойдет поломка. Для данного испытания используется удар молотком или сгибание трубы.
Шпилька
- должна разломаться в хвостовике, а не в зоне сварки
- или при сварке листовой стали, она должна оторваться от листовой стали, при этом согнув часть листа под прямым углом (растягивание сварной точки соединения).
На сварочном соединении не должно присутствовать никаких поверхностных трещин.
При использовании легированных сталей и специальных форм шпилек, применяются различные условия испытаний.
Для получения дополнительной информации смотрите стандарт EN ISO 14 555.
Визуальный контроль
Основа контроля - испытание на свариваемость. Необходимо провести повторное испытание на свариваемость, используя значения, которые в дальнейшем требуют корректировки.
Для упрощенного заводского испытания существует две возможных процедур: • визуальный контроль и • испытание на изгиб
Чисто визуальный осмотр разрешен только в том случае, если есть сварные швы, которые не подвергаются повышенному давлению.
Правильный сварочный шов
Угловой сварной шов точный, ровный и замкнутый.
При использовании марки стали St37 (мягкая или низкоуглеродистая сталь) поверхность сварочного шва получается гладкой и бирюзовой.
Масштаб погружения, если сварочный ток слишком низкий и подъем слишком маленький
Угловой сварной шов плоский или незавершенный.
Кончик шпильки только что расплавился.
Время сварки слишком длительное или сварочный ток слишком высокий.
Угловой сварной шов плоский и неточный. Наблюдаются брызги вокруг сварного шва и на шпильке.
Время сварки слишком короткое или сварочный ток слишком низкий.
Угловой сварной шов плоский, неровный, на нем присутствуют едва видимые поры, он имеет бледный вид.
Воздействия дутья
Угловой сварной шов односторонний и не замкнутый.
Зависание шпильки
Сильное ослабление или сжатие в области сварки.
Дутье при дуговой сварке
Образование явления магнитного дутья происходит в том случае, если распределение тока в обрабатываемом изделии не правильное. Определить явление магнитного дутья при приварке шпилек с использованием наплавленного валика, который утолщен и поднят с одной стороны. Чем больше диаметр шпильки, тем очевиднее его воздействие. Обратите внимание на указания в стандарте EN ISO 14555.
Если у вас возникнут трудности с явлением магнитного дутья при дуговой сварке, которые вы не в состоянии решить самостоятельно, обратитесь к представителю нашей компании в вашей стране.

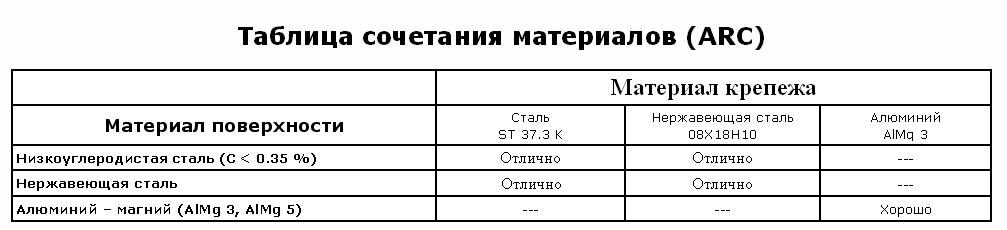
Дуговая сварка шпилек/Соединения основного металла
* Хороший: пригодный для сварки с применением стандартного или специального оборудования в зависимости от размера шпильки
Стальные шпильки от компании THOMAS для дуговой сварки, изготовленные из стали класса 4.8 (сталь пригодна для сварки)

Шпильки, изготовленные из нержавеющей стали 1.4301С от компании THOMAS для дуговой сварки

Шпильки, изготовленные из нержавеющей стали 1.4401, 1.4404, 1.4541, 1.4571 и других классов могут быть доставлены по запросу
Алюминиевые шпильки для дуговой сварки от компании THOMAS, изготовленные из алюминиевого сплава Almg 3

Жаропрочный материал для шпилек от компании THOMAS
Стальные шпонки от компании THOMAS, изготовленные из стали марки S235 J2G3+C450

Стальные шпонки из нержавеющей стали марки 1.4301 от компании THOMAS

Стандартная прочность нагрузки зажима шпильки для дуговой сварки
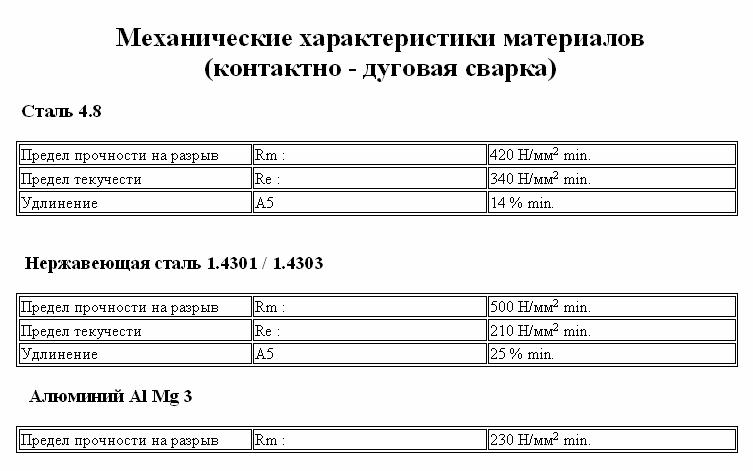
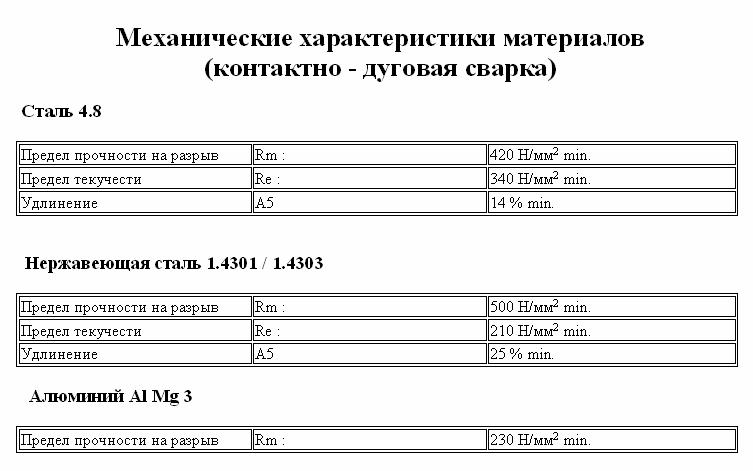
Данные основные характеристики являются типовыми значениями механических свойств шпилек для сварки.
Для фактического анализа материала и его физических свойств компания THOMAS WELDING SYSTEMS по запросу готова предоставить подробную информацию относительно сертификации материала.
Материал шпильки: 4.8 (пригодный для сварки).

Материал шпильки: A2-50 (пригодный для сварки).

На основе приведенных значений необходимо рассчитать напряжение зажима немного меньше, чем предел текучести и их используют только в качестве ориентировочных значений.
Материал шпильки: 4.8 (пригодный для сварки).

Сварочная позиция
Процесс ударно-дуговой сварки
Таблица сочетания материалов (ARC)
Механические характеристики ARC