Корзина: 0 тов.
Новинки
Nomark 65
Внимание!!! Новинка!!
Предлагаем Вашему вниманию профессиональный аппарат
для приварки крепежа конденсаторным разрядом NOMARK 65 от бельгийской компании THOMAS WELDING.
Отличительными особенностями данного аппарата являются небольшие габариты, вес, а главное цена. Несмотря на это данный приварочный аппарат позволяет приваривать крепеж диаметром до 8 мм.
NOMARK65 от THOMAS WELDING – отличный выбор за доступные деньги!!!
 |
|
Сообщаем вам о возможности изготовления резьбовых шпилек RB и PD длиной до 1000 мм!
|
|
|
|

Карта сайта
Цанга
Провод заземления
|

 О производителе : О производителе : 
Бельгийская компания THOMAS WELDING уже более 25 лет специализируется на производстве приварного крепежа (резьбовые шпильки, втулки, клеммы заземления, гвозди для крепления изоляции, клипсы и многое другое), а также оборудования для его установки.
Процесс приварки крепежа
Приварка крепежа может успешно заменить и ускорить процесс крепления практически любого крепежа к металлической детали.
Единственный оператор, работающий с приварочным пистолетом THOMAS, может быстро установить большое количество крепежных элементов.
Экономия времени, снижение издержек – только два из многих преимуществ данной технологии приварки крепежа
подробнее
| |
|
|

|
Что такое приварка шпилек?
Приварки шпилек относится к процессу дуговой сварки, при котором приварная шпилька или аналогичная металлическая деталь может быть полностью присоединена к обрабатываемой детали мгновенно за долю секунды. Данный процесс приварки шпилек заключает в себя одни и те же основные принципы и металлургические свойства, как и любой другой технологический процесс дуговой сварки. Приварка шпилек с использованием бельгийского оборудования THOMAS-WELDING – профессиональный подход, экономия времени и денежных затрат.
|
|

|
Автоматизация процесса приварки крепежа
Автоматизация процесса установки (приварки) крепежа позволяет значительно сократить время на данную технологическую операцию, контролировать процесс приварки, добиться позиционирования приварного метиза с минимальной погрешностью, а также полностью обезопасить технологический процесс от непредвиденных ошибок оператора, т.е. предотвратить так называемый «человеческий фактор».
|
|

|
Технология использования приварных упоров (HSC Headed Shear Connectors) в строительстве.
По настоящему массовое применение приварные соединительные элементы (приварные упоры), получили при строительстве сталежелезобетонных и разводных мостов, в строительстве высотных зданий с несущим металлическим каркасом, ограждающих конструкций объектов ядерной энергетики, а также при реконструкции различных промышленных сооружений.
|
|
|
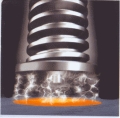
Конденсаторная сварка CD (Capacitor Discharge)
В этом сварочном процессе электрическая энергия, накопленная в конденсаторной батарее большой емкости, разряжается через выступающий кончик основания (ignition tip) привариваемого крепёжного элемента. Период разряда длится 1 -3 мсек. (0,001 - 0,003 сек.). |
|

|
Контактно – дуговая сварка (ARC)
В этом сварочном процессе выпрямитель переменного тока, расположенный в силовом блоке формирует необходимой мощности и длительности сварочный ток, который поджигает электрическую дугу между основанием привариваемого элемента и металлической поверхностью, к которой производится приварка. Время сварки составляет 0,1 – 0,2 сек. Для качественной приварки крепёжных элементов требуются защитные керамические кольца или подача в зону сварки инертного газа. |
 |
Импульсная контактно – дуговая сварка SC (Short Cycle)
Импульсная контактно – дуговая сварка или сварка коротким циклом (SC) является разновидностью контактно – дуговой сварки (ARC). Источником энергии является выпрямитель переменного тока силового блока, время сварки (импульс) имеет продолжительность от 1 до 1000 мсек. (0,001 – 1 сек.). Глубина проплавления металла под привариваемым крепёжным элементом достигает 0,4 мм. Для приварки крепёжных элементов желательно применение защитных керамических колец или инертного газа. |
Эта инновационная технология не заменима там, где предъявляются повышенные требования к коррозиоустойчивости и долговечности сварных соединений. За счет получаемого "плоского" профиля сварного шва и уменьшенного теплового воздействия на рабочие материалы, область зоны сварки максимально сокращена и фактически близка диаметру привариваемого метиза. Это также, позволяет избежать изменения структуры металла по всей глубине рабочей толщины детали, даже тонкостенной, которая происходит при обычной «стандартной» приварке метизов.
|















